Q-talk 10 - Letters


- Details
- Category: Q-Talk Articles
- Published: Thursday, 30 June 1988 07:11
- Written by Jim Masal
- Hits: 4539
Dear Jim,
THE CANCELLATION THAT DIDN'T CANCEL. Nine Q-Builders, my son-in-law and myself made up the Fly/Drive-In on Saturday, June 25th here in Fond du Lac. Had a good bull session at the airport and then at my shop. I got some good tips and advice. Everyone had things to offer, and Terry Crouch was especially helpful to me. I wish I could have tempted more to make it to the get-together, but all in all it was a great day and everybody expressed that they were glad they came.

Here's who came: Robert and Richard Cushman, Syl Quinn, Paul Fisher, Terry Crouch, Bill Butier, Dave Hignite, Brian Reed, Bruce McCormick and my son-in-law Memo Sotelo.
Joh Touche, Fond du Lac, WI
Ed. Note - At last issue, I thought the upper Midwest guys were going to let me down on this, but just as John was making other plans for the weekend, the guys came alive.
Here in Dallas we had a QBA hangar meeting last Saturday sponsored by Quickie builder Henry Gardiner. It was a low key, back-patio "barbie" social. Everyone brought meat to cook; Henry had a hot grill and fixin's. Attending were : loudmouth Jim and Mary Masal (Quickie), Henry (Quickie), Ev and Shirley Wieland (stalled Quickie), Bob and Jean Malechek (flying Q-200), Jim Prell (Suzuki Quickie ), Cliff and Carolyn Stripling (99% Quickie), Jeff and Tammy Cox (Tri-Q200), Tom Moore (Q-2), Lin Hinyub (Tri-Q200) and Tom and Sarah Gordy (Q-2).
Star attraction of the evening, and you have to see this to believe it, was Henry's Quickie which is being built in the bottom living room of a 2 story, one bedroom apartment! Yup, he's not married. He's halfway through, with all the big parts built and stashed around the room and needing assembly. Henry has a Rotax 447 mounted. Believe this or don't: when I first met Henry he hadn't been able to get any help on his project and so to hotwire his cores, he rigged up a mirror on the far end of a core and carefully cut it out all by himself!!! Blew my mind. It helped that Henry is tall and has long arms. The cores were not perfect but with a little filling they would've worked just fine.
Jim:
An "Atta Girl" to your wife for in-house motivation on producing the last Q-TALK newsletter.
Some comments about vortex generators: On the positive side - 1. They produce the intended results in rain, 2. Lower power off stall speed approximately 3 mph. On the negative side - 1. Create a problem for cleaning and waxing the canard, 2. Kids 30 years and older can't, REPEAT can't, resist touching and breaking them off even when told, "DON'T TOUCH THE VORTEX GENERATORS." At local fly-ins, I lose 3-4 per side due to grubby index fingers. One's temper should not get in the way of aeronautical inquisitiveness.
I would like to hear from anyone on how they clean around the VG's without breaking them off the canard. I use a 2" soft bristle brush and mild detergent, but still pluck one or two per cleaning.
Fred Wemmering, Fayetteville, NC
Ed. Note: At Oshkosh last year, a builder had lengths of PVC pipe split in half taped as a people-protectant covering over his VG's.
Dear Jim:
Last June I wrote you on the status of my C-GVZP and the Revmaster engine failure (QT 5, pg. 8, photo QT 6). As a result of further comments in Q-TALK, I decided to strip down my engine to determine the cause of the failure. When I pulled the crankcase apart, I had to make a quick trip to the washroom followed by a quick word of thanks to the Great Aeronautical Engineer in the sky. One half of the centre main bearing web was broken off and appeared to be that way for some time. There was also extensive cracking around the front main bearing web. It was this cracking that extended through the crankcase resulting in the oil leak that forced me to land.
Kim Andrews (a.k.a. Kimbull McAndrews) CANADA
Dear Jim:
This is one of those good news, bad news letters. First the good news. N31DJ has over 60 hours and a lot has been learned about the motor and landing techniques. Since so much has been shared already about runway idiosyncrasies, I will discuss some about the engine.
My 75 hp Revmaster was built in March of 1987 and like the subsequent versions; the routing of the intake manifold is a bit different. This contributes to starting problems when the temperature is below 50 degrees. I am now able to start the engine in the high 20's if I pre-heat the intake manifold. The only problem is that the fuel mixture is quite lean...which led to the next discovery.
When the OAT is blow 75 degrees, you need to wait for the oil temperature to rise to 150 degrees before take-off. If you don't, the CHT will climb to the never-never land of 500 degrees. About 20 minutes later when the oil temp becomes established (around 200 degrees) the CHT falls back down, your RPM increases and everything comes back to normal. The culprit, again, is too lean a mixture even though the mixture position is FULL RICH. This leads to the last discovery (the bad news).
At density altitudes over 5,000', the mixture has to be leaned. You cannot, as the manual states, use FULL RICH for take-off. The mixture will be too rich and you will lose RPM. There is no caution about this in the manual and because we are not using a standard aircraft carburetor, I believe we have overlooked important features about the characteristics of the Rev-Flow carburetor. A case in point, how does the unit react to induction icing? Are any tests available? We need to know more about this. Can you help us, Joe Horvath?
The bad news: I destroyed the canard during an aborted take-off. The abort was successful until I crossed an abandoned runway whose asphalt had been removed to resurface another. The culprit was density altitude and mixture control. We were going up to do some instrument work, were 27 lbs. under gross, within the CG and at an OAT of 73 degrees and PA of 3873'. Density Altitude (later computed) was 6,300'. There were no injuries.
My plans are to rebuild into a Tri-Q. Frankly, while I feel I had mastered the runway technique, it was not a lot of fun. From what I have read in QBA, the Tri-Q is fun and not apt to cause such anxiety on the runway.
Daniel J. Judge, Cut Bank, MT
Jim,
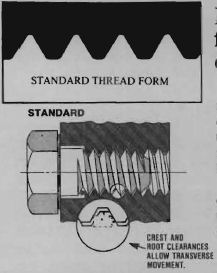
RE: Yielding Quickie head bolts. Attached is info on the "Spiralock" taps. The claim made is that the thread profile results in a more even distribution of stress on the female threads formed using the "Spiralock" taps with the modified thread profile. This gets around the well-known phenomenon of the last few threads holding the majority of the load. When you exceed the yield strength of the female threads, you exceed it first on the thread with the highest load - i.e. you deform the threads one thread at a time.
Fatigue failure eliminated.
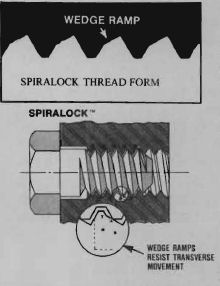
Spiralock radially centers the male member to the female member, and compressively loads each engaged thread, on the wedge ramp, resulting in more even distribution of the bearing load on the entire wedge spiral.
Fatigue failures due to high stress concentration on the first engaged thread experienced in standard thread forms are eliminated.
Proven Design.
Transverse (radial) movement between standard male and female thread flanks allows clamp load and surface friction forces to release.
The female Spiralock thread form wedge ramp redirects the contact forces of the standard male thread from a 30? angle to the centerline axis to 60?, forcing compression loading rather than shear loading, which prevents transverse movement.
In North America Contact:
DETROIT TOOL INDUSTRIES
2200 Eleven Mile Road
Warren, MI 48091
Phone: 800-521-2688
From Bob Falkiner, Ontario, CANADA
Dear Jim,
An article appeared in the June '87 issue of Sport Aviation, pg. 41 "Craftsman's Corner" by Ben Owen concerning replacing valve springs on VW engines. He related an instance where his valve job "went away" and his cure was to replace the valve springs with those from a small block Chevrolet.
CAUTION CAUTION CAUTION CAUTION
This procedure is full of danger! All of the pressure on the valve train is provided by the valve SPRING. He makes note that the stock spring seat pressure is 50 lbs., and proposes increasing that to "at least" 80 lbs. This is an increase of 60%! This means 60% more tension on the valve and spring keeper, additional pressures on the valve adjusting screw, rocker arm, pushrod, valve lifter and cam lobes. This says nothing of the additional loads to the cam bearings and timing gear.
The biggest danger here is over-stressing the valve itself, a broken valve head or sheared keeper are both guaranteed to cause engine stoppage. The rest of the above related parts (particularly the cam/lifter rubbing surface), causing shortened engine life.
He had installed a hydraulic cam and lifters (GOOD IDEA FOR VW ENGINES), but makes no mention of the fact that most after-market suppliers include all the parts required for an installation of this type. Literature enclosed with a cam/lifter kit would specify if stock VW parts are required or if other SPECIFIC parts are usable.
He makes further statements to the effect that it takes 40 lbs. force to compress the hydraulic lifter, leaving 10 lbs. force to close the valve. WRONG! There is no compressing a hydraulic lifter, unless it is worn and bleeding down. The force available to close the valve starts when the valve is fully open and the valve spring fully compressed. I don't know what this pressure is (see a VW service manual), but it is probably 80-90 lbs. on a STOCK VW valve spring. An educated guess says his problem is not valve springs, but sticking valves, particularly since he said the condition became apparent after a long run at 3600 RPM.
On another note, the same article mentions that if your engine has 60-80 lbs. oil pressure, you may want to LOWER the oil pressure (Why would you want to lower the oil pressure?) by replacing the oil pressure by-pass spring. This would lower the pressure only by installing a LIGHTER spring. He then goes on to say you should install an aftermarket spring with a seat pressure of 100 lbs. A spring this heavy MAY not cause any harm only because it is unlikely that a VW oil pump can produce in excess of 100 lbs. oil pressure. The exception would be starting the engine in very cold weather with thick oil, in which case you certainly would want your bypass spring (and valve) to work. Possibilities include shearing the oil pump drive. Hopefully the engine would seize before you start your take-off run.
To end the article, Ben Owen says to install ONE PIECE stainless steel valves. I wasn't aware that you could buy valves in more than one piece, but stainless steel valves ARE a worthwhile addition.
We are used to good information from Sport Aviation, but on occasion the information is flawed, and in this case may have fatal results. Before making MAJOR changes to your engine, like these valve springs, talk to the manufacturer of the kit. It could save your life.
Bernie Pohl, Pine Bush, NY
Ed. Note: What Bernie says in the last paragraph holds true of information here in Q-TALK as well.
And while we're on an oil related topic, Bob Falkiner called to ask if anyone is using a modern spin-on oil filter on the Revmaster. Surely an aluminum canister containing toilet paper is cave man technology by now. Falkiner's research so far indicates Rev's patent is at least 17 years old, dating back to a time when spin-ons were just gaining popularity. He believes the spin-ons for the Chrysler K-cars have great promise. Anyone have specifics to share?
Here's a letter to Revmaster's Al Horvath (I think it should be Joe Horvath - ED.) from QBAer Rand Kriech of Martinez, CA
Dear Al
Enclosed please find the Rev-Flow carburetor that has been flying on my Q-2 since August 1985 (90 hrs. TT). Since that time you have sent me no fewer than 3 needles in my attempt to lean out the fuel mixture without seating the needle. I've given up. I finally decided to get a hold of a different Rev-Flow from my old roommate. It works beautifully in comparison; my exhaust is no longer the pitch black that was becoming my trademark. They no longer compare me to an F-14 on my approach to landing. Would you please look this one over and inform me why it has never been adjustable?
Dear Jim:
RE: Electrical connections. I read somewhere that the best way to make electrical connections is to use uninsulated crimp-on connectors, crimp and solder them, then cover with heat shrink tubing (available at Radio Shack). Slide the tubing over the wire before putting on the connector. Also, wires tend to break at points where their flexibility changes (just like garden hoses). It seems that using 2 or 3 layers of stepped heat shrink (the top layers shorter than the bottom) will spread out the flex transition and help reduce breakage. Not having an Onan, I haven't tried it (and therefore make no representations regarding effectiveness), but it seems reasonable.
Kirk Yarina, Chassell, MI
Dear Jim
I just finished painting the cockpit with Zolatone spatter paint (from AS&S). The finish is neat, but the paint is a little weird to spray. They recommend a 70 psi pressure feed with a 50 psi mix, but since I don't have a dual regulated gun, I just used 45 psi for both (my gun explodes over 50). I don't have a lot of painting experience so my first attempt was not so good. This paint runs in sheets! I touched it up using 35 psi and shutting off the mix to start, then opening it until I had a controllable flow. That worked well. I would recommend not using the screen in the paint cup. This paint is a collection of tiny plastic bubbles with paint inside them in a water-like carrier. The screen just plugs up with the bubbles or breaks them open too soon allowing them to mix before they hit the surface.
A couple of miscellaneous things: I cut access holes in the sides of my consoles so that I could get at whatever is inside if it should ever break or need modifying. I ran my belly board cables over pulleys instead of through Nylaflow tubing. I staggered the placement of my rudder pedals (fore and aft) so that they could be removed if necessary. And I never flox a bolt in place if I don't have to (reflexer travel limiting bolt, for example). If I can't retain access to both ends of a bolt, I use a Nylock nut so I don't chew up the stud. These are only 4 of the many unrepairable designs from QAC that I had to change.
Phil Bryan, Honeoye Falls, NY
Dear Jim:
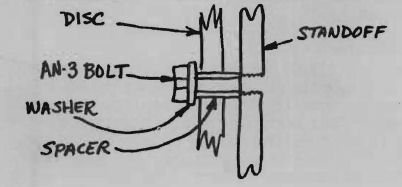
The brake pucks will wear unevenly on plans built brakes. I cured the noise and the uneven pucks and grabbing by drilling out the 6 holes in the disc and inserting a 1/4" long tubular spacer. Thus I had a sloppy disc. I fastened the brake housing and the caliper so they were rigid. 5-Minute the loose puck to keep it quiet.
Marvin Getten, Plymouth, MN
Dear Jim,
Thought I should send a letter explaining why G.U. airfoil canards have trouble flying in the rain. The most important thing to remember is that the C.G. is situated between both wings. Since the front-canard lifts 60% of the weight of the aircraft any contamination will cause a decided nose pitch-down which can only be corrected by feeding in more down elevator. THIS IS THE WRONG THING TO DO! The high-energy laminar flow of air has ALREADY separated from the rear-half of the top of the canard and any further down-elevator will only aggravate the separation problem. Another bit of VITAL information that QAC never bothered to pass on was that the LONGER you remained in the rain the WORSE the problem would become! The forced landing I had in the rain is firmly etched in my memory. There I sit...full-throttle and holding full-down elevator with the airspeed indicator reading 85 MPH and the Quickie sinking and losing altitude at 500 feet per minute! (This was after 25 minutes in a light spring rain shower!) Of course the first ten minutes caused only a minor trim change! It was the last fifteen that caused such a rude awakening!! Believe me QBAers, the vortex generators are MANDATORY and anybody who flies cross-country without them is looking for trouble. BIG trouble!
Sincerely,
Dear Jim,
I have recently completed a load test of a 240-inch main wing and sparless canard that used Mark Waddelow's layup schedules. Mark had designed these wings for a 1200 lb. gross weight. I load tested each wing to 4.4 G 1200 lbs. gross weight taking into consideration the same fuselage lift factor that Mark had used in his analysis of the 1100 lbs. gross weight wings. I loaded 1810 lbs. onto the main wing and 3274 lbs. onto the canard. This exceeds the load schedule that Mark had calculated for the 1100 lbs. gross weight by 16.6% and is 1.8% less then if the fuselage lift factor is ignored for a 1100 lbs. gross weight.
My load test was performed with the wings mounted in the fuselage. My load schedule, (in pounds), starting at BL 20 and going to BL 110 in 10 inch increments for the main wing was: 109, 105, 101, 97, 93, 88, 84, 80, 76 and 72. For the canard: 201, 193, 184, 176, 168, 160, 151, 143, 135 and 126. The fuselage was placed upside down onto a cradle. Supports were placed under the wings and the sandbags placed onto the bottom surface of the wings. Rather than drop the supports from under the wings I used a portable crane to hoist the fuselage and the cradle up until the wing tips cleared the supports. Once you get the CG located properly this method works well especially in my case since I was doing it alone. I allowed the wings to support the load for 3-5 seconds and then lowered the fuselage back down. I heard one moderate pop while doing the main wing and nothing while doing the canard. However from my position next to the cable winch it would have been difficult to hear any foam crackling as the cable was doing plenty of that itself. The wings appear to be undamaged. The main wing returned to within 3/32 inch from its original position above the floor. The canard was off 0.7 inch but this was most likely due to warpage of the fuselage cradle.
My goal in doing this was to establish the structural integrity of my wings for my peace of mind. When I was doing these tests my main concern was to not break the wings due to an improperly designed test and to preserve the broken pieces if it did fail for observation so that design changes could be made. Unfortunately I did not get any pictures of the actual test, (I think some of my friends have pictures in their cameras of the test setup), and was unable to measure the tip deflections under load.
Although there is an inherent risk of damaging a structure from load testing, this risk should be weighed against the benefit that is realized from the knowledge that is gained as more people contribute to the data base by performing such tests. I regret that I did not extract more information from my testing. So until a more statistically significant amount of data is generated one should not extrapolate my results to mean that the design will not fail prematurely.
David Fulper, Faser Hall, P. O. Box 8751, University, MS 38677
From Tom Gordy, Carrollton, TX
FUSELAGE JIGGING
I jigged each half of the fuselage on its own level, low platform built from one sheet of plywood mounted on a 2x4 frame. Several cross pieces are used under the plywood to furnish needed strength. Attach levels (two string levels at 90 degree angles to each other or one circular one) to the platform for easy reference later. Draw a bold line down the center of the platforms and attach the jigs to the platform with the proper spacing. I made FS14 be about 2-4" from the end of the first platform. The plywood jigs should have a vertical piece of 1x2 attached to each side to strengthen them, as you will be crawling in and out of the fuselage shell many times. Set up the lower shell, and draw the centerline on the inside of it while everything is easily reachable. Locate an out of the way place where you can install a permanent circular level in the fuselage shell (behind the seatback bulkhead is good) and set one in place. Now you can slide the platforms around as required to make workspace and still get everything straight and level when required with a minimum of effort. A 1x2 nailed vertically to the front and back of the platform will allow you to stretch string(s) to mark any waterline you may want. Use a line level on those strings to keep them right. Maybe you can get a case lot discount on line levels. I've got them all over the place.
FUSELAGE TRIMMING
Fuselage trim lines on Q2151 were invisible until I shone a work (trouble) light at a very oblique angle and scribbled lightly over suspicious areas with a soft lead pencil. Other kits I have seen have easier to find trim lines. The actual trimming was easily done with a hacksaw blade. If you don't have a handle for it, wrap one end in tape and save yourself some blisters. You may be tempted to use a powered jig or saber saw to do this cutting. Don't. The power saw will tend to tear the glass skin loose from the white foam core as it pushed out away from the saw. This could be dangerous. Busting blisters with the hacksaw may be no fun, but the results are safer.
MAIN FUEL TANK - PLANS PAGE 8-3
Plans, page 8-3, first column, just prior to 'Mounting the Canopy' say not to mount the main fuel tank at this time. This is a good time to cut the tank to fit the lower fuselage shell as it is easily taken in and out. Be careful not to spread the sides of the fuselage out as it makes it difficult to attach the top portion later. To avoid this problem, you can drill small holes through the fuselage sides close to the split line where they will be covered later by the lamination, which joins the upper and lower shells. Then lay a broomstick or piece of 1x1 across the fuselage at the holes and insert screws through the holes and into the ends of the wood pieces to form a brace, which will keep the fuselage sides firmly in place. This can also be done later when you cut the canopy frame out of the upper fuselage shell and want to keep the same shape in the remaining portion of the fuselage and the canopy frame as you fit the aft canopy bulkhead.
Actually, it was at this time that I mounted the main fuel tank, as I wanted to have something to sit on while I made airplane noises! If you also choose to do it now, make sure you have mounted, drilled and tapped the main fuel tank sump drain and installed its wire filter as described in Chapter 14 of the plans. Also, be sure all lines to and from the main fuel tank have at least had their holes drilled so you can avoid any chance of contamination of the tank interior that later drilling may cause. These lines include the 1/4" line mentioned in the plans which will eventually supply fuel to the fuel pump and the 5/8" return line from the header tank overflow, the fuel gauge hole, and a filler tube hole, which are not mentioned in the plans. I suppose the need for these holes is intuitively obvious, but they can be missed. Also, make sure the front of your tank is far enough from your canard to fit and allow 3" or so or work space between the canard shear web and the tank. This space will be used for such items as the elevator torque tubes. While it is not necessary, you might want to turn ahead to page 14-6 of the plans and mount the inboard seat belt attachment before mounting the main fuel tank. Not having the tank in the way gives you more work room. Tape up any holes left open in your tank/seat. If you are tall, trimming an extra inch off the trailing edge of the tank can give a surprising amount of extra headroom. Fuel capacity loss should be small. Rough trim the tank so it will go into the fuselage, set it in place (or as near to in place as it will go), lay a marker flat on the inside fuselage shell, draw a line on whatever part of the tank the marker touches, and trim off about 1/2" at a time. Many marks and trimmings later you will have a perfectly fitted tank. When you mount it, rough up the fuselage bottom and paint it with some epoxy just before you set the tank in place, and you should have no interior contamination to worry about. DO NOT use any RAE epoxies anywhere on your fuel tank as additives in auto gas (should you elect to use this fuel) DESTROY these epoxies. If you do choose to use auto fuel, the plastic tubing used in the fuel system should be replaced with tubing, which is not hardened, softened, or discolored by fuel or its additives. With the economy of the Q2, 100LL may be a good fuel to stick with.
PREPARING FOR WING OR CANARD LAYUP
When preparing for a wing/canard layup, applying gray tape along the leading edge vertical tangent line will mark the knife trim line for easy reference later on. I attached a "skirt" of Saran Wrap to the bottom of the tape and drips, trimmings, etc. just ran off onto the (covered) table. This made cleanup a snap -- just roll it all up and trash it. Masking tape is not as strong, sticky or easy to use, but if you want to use it anyway, go ahead. It may seem like a lot of trouble, but after a 2 (or 6) hour layup, you will appreciate the ease of cleanup. Remember that before you do these layups is the best time to consider any provisions you may want to make for radio antennas, wing tip lights, camera mounts or whatever. For antennas, check into Jim Weir's article "Quickie Antennas" in the September, 1982 HOMEBUILT AIRCRAFT magazine or write Radio Systems Technology, 10985 Grass Valley Ave, Grass Valley, CA 95945 or call them at 916-272-2203 for more information. Jim has now included instructions for Loran antennas in his articles. Copies of the antenna article are $3, but are included free in the antenna kits which they have available.
TRAILING EDGES
Trailing edges on slot cores, rudder, elevators, wing, ailerons, and vertical fin will be straight if, after you layup the first side, you reinforce the trailing edge with something to hold it straight while you sand down the foam 'tail' on the other side and do that layup. I used a 'U' shaped aluminum channel purchased in 6' sections at my local hardware store -- 3 pieces for about $10 was plenty. Just stick it on with Bondo or 5-Minute until the opposite side layup is cured and you'll have no scalloped trailing edges to worry about.
PUTTING MICRO-SLURRY ON FOAM
When you are spreading micro slurry out on foam, remember that its purpose is to fill the surface holes in the foam. If you have dings in the foam (and if you don't you are either very lucky or you haven't looked hard enough), wipe them with a little epoxy and fill them with dry micro and form a good bond with the foam. Don't try to fill the dings with wet micro. It will just move out of the ding during stippling and form a lump right beside the ding. Then you will have two problems to solve -- lump and ding. To avoid this possibility, you might try filling the dings, Peel-Plying them, and letting them cure before starting the layup. Just make sure you don't turn a ding into a lump. Slight valleys in the layup can be filled easily, but lumps are problems as they must be sanded off and the glass replaced as described in Chapter three of the plans.
As for the wet micro, squeegee off most of it, but leave enough to allow the first UNI ply to wet itself out about halfway by soaking up extra micro. If you scrape off too much, the small surface holes in the foam will not be filled and you will either have lots of small bubbles and a weak bond or you will fill the remaining holes with heavy epoxy which you will have to stipple down through the layup. Some builders advocate letting the micro cure (partially or completely) to give a firmer surface to squeegee on. If you decide to let it cure completely, just be sure the surface is sanded to give the epoxy some 'tooth' to stick to.
WHEEL PANTS (PG 11-1)
When mounting your LG2s to your wheel pant cores, make sure you have lined up your LG4s one directly over the other as your axle hole will have to be drilled through both of them, and the plans don't mention this until later. This (and everything else I've said) will be perfectly obvious to some (perhaps most) readers, but, if one builder avoids an error, I'll gladly waste everybody else's time.
When it comes to carving the wheel pants, I hope there is a touch of the artist in you. As Bob Walters said (SPORT AVIATION, Aug. 1981), "to carve the statue of DAVID, all that was done to the block of marble was to remove the parts that did not look like David". You will remove part of the top of your canard, and you probably should Peel-Ply about the last 10" of it when you do that layup. Your contour will 'tick' the upper outboard corner of the LG1-LG2 joint. You should take your time. Do both wheel pants at the same time. For gross foam removal, sanding can be tedious, and a knife might break the foam in a bad place. I found a stiff wire brush worked wonders. Step back often and see how your results look from a distance and from different angles. Make sure both wheel pants look alike. You may want to attach more foam to the front so it can be more rounded. When the carving is done, is right, and is beautiful to look at, leave it for a day or two. Then come back and fix the flaws you see. In general, use a dust mask, hack away and have fun.
Trying to piece together enough scrap pieces to make the wheel pants is a tough job. Buying the pre-made ones is expensive. I got together with other builders and bought some more orange foam to make the wheel pants. Actually, I never have used any of the scrap foam -- even for fairings. Instead, I bought a gallon of CORO-FOAM System #444 and made my own foam where I needed it. A taped on Saran Wrap form for a fillet or fairing can be filled with the liquid mixture just as it starts to foam up. It dries in 5 minutes and can be sanded/brushed to shape easily. I have not used it in any structural location, nor have I tried to cut it with a hot-wire saw, but I've found it easy to work with. A gallon will do two or three Q2s. Lumberyards and hardware stores sell a foam in a spray can which I have also used. It takes longer to eat up (sometimes 24 hours), and is harder to shape, but it costs a lot less and you can get more quickly.
SHOULDER HARNESS WING MOUNT INSERTS
The metal shoulder harness inserts (and the fuel tank drain insert) may be drilled before you glass the wing or before you set them into the foam. If you do this, put a toothpick standing up in the hole and extending through the 20-ply layup. This will help you find the hole after the layup is cured. Without some kind of marker, seeing the hole through the layup is tough.
I drilled and tapped my inserts after cure with no trouble. Just be sure not to hurry the drill and to back off on the tap after every quarter turn or so to clear the cutting edges and lessen the torque required to do the job. If you use too much force, you can break the bond between the metal and the foam or glass and have a major repair job on your hands after it has rotated around a few times down there.
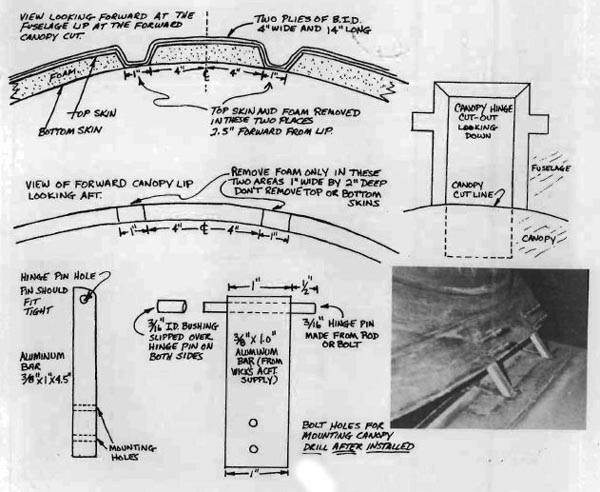
A FORWARD HINGED CANOPY INSTALLATION
by Jim Langley, Republic, MO
Remove foam and top skin as shown in the drawings. Make sure the bottom of the cutout will take the aluminum bar after the two BID have been installed. Layup the 2 BID as shown. After glass is cured, cut a slot across the notch so the 3/16" rod and bushing hinge will fit, and the 3/8" x 1" aluminum bar will lay flat on the bottom skin. Remove foam from the forward canopy lip as shown in the drawing. The 2 aluminum bars should slide into the canopy. Place the canopy on the airplane; it should fit into place properly. The 2 bars should be 2.5" onto the fuselage and 2" into the canopy. The bars must be parallel to each other and level. When everything fits just right, coat the 2 bars with Vaseline and fit everything into place. Now, on the fuselage only, fill the area around the bars, hinge rod and bushings with flox. It should be level with the top of the fuselage. Let the flox cure without moving anything out of position.
When cured, the canopy should raise. Drill 2 holes through the canopy and bar as shown in the drawing. Drill and tap for 3/16" bolts. Install bolts from the bottom so that they are flush on top. To remove canopy, simply remove the 4 3/16" bolts and slide off the aluminum hinge bars. To stiffen the area around hinge, layup 3 UNI over the ENTIRE hinge on both the fuselage and canopy. Be sure to cover the hinge bar with duct tape and knife trim around the bar and canopy cut line before the glass fully cures.
When drilling the hole through the hinge bar for the hinge pin, make sure the distance from hole to the end is the same as the distance from the hole to the top and bottom. The bottom corner can be radiused.
NOTE: All the above layups are in addition to the ones called out in the plans.
The 4 locking pins on the canopy side rails must be retained. A neat device to hold the canopy in the up position are the metal scissor hinges from a step ladder.
You can order a PDF or printed copy of Q-talk #10 by using the Q-talk Back Issue Order Page.