QuickTalk 25 - Q-2 HINTS


- Details
- Category: Q-Talk Articles
- Published: Tuesday, 31 December 1985 06:11
- Written by Jim Masal
- Hits: 2560
From Bob Falkiner #2015
Here's a low weight, low drag access hole in the cowling for checking oil, gascolator etc.
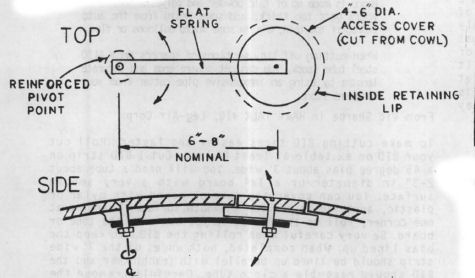
1. Drill 1/8" hole over the area to be accessed (location hole).
2. Cover inside of cowl with duct tape approximately 6" around the location hole.
3. Remove duct tape with a razor knife equal to the diameter of the access hole then sand exposed glass for a layup.
4. Layup 4 layers of BID overlapping the duct tape 1".
5. After cure, use a large hole saw to cut from the outside down to the duct tape.
6. Pop out the access hole cover and trim the lip back to about 1/2".
7. Fabricate a 1x8" flat spring (1 BID, 3 UNI, 1 BID).
8. Drill a pivot hole about 6" away and reinforce with a small 6 BID pad.
9. Assemble as per diagram. To open, push down and rotate.
IF YOU HAVE TO TAKE THE COWL OFF TO CHECK THE OIL, EVENTUALLY YOU WON'T.
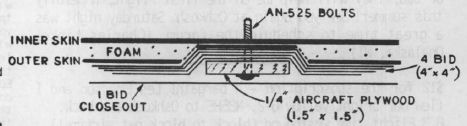
From Bob Lane
Larry Lombard (a former QAC employee) suggested a different seat belt/compartment tie down plan which takes advantage of the full strength of the fuselage side:
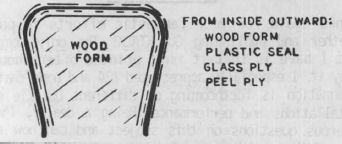
I got very frustrated trying to work inside the slot cores. Wood forms make it possible to do the layup on the outside. Proper sized forms and good results are easy for the rudder and ailerons. The elevators are more difficult since they are long and tapered. Peel-Ply the outer surface and you are ready to bond the slots into position.
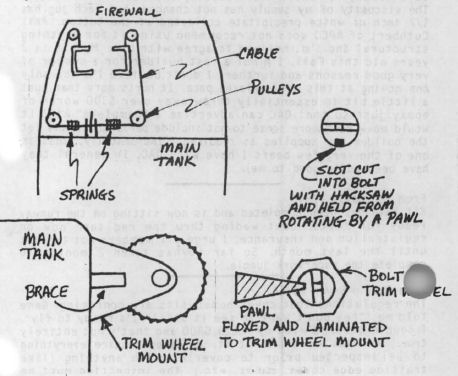
From Don Ismari
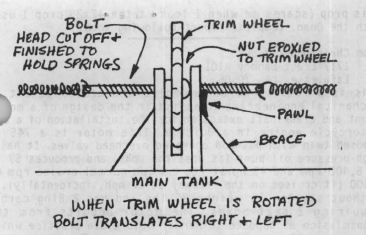
RUDDER TRIM: This is a simple and light apparatus mounted on the leading edge of the main tank between the pilot's legs. Use the pulleys and cable provided for the old mechanical brank system.
REMOVING ANHEDRAL FROM LS(1) CANARD - From John S. Derr
If you plan to move the gear inboard or switch to tricycle gear, those low canard tips may be a hazard. I flattened my canard, just to be on the safe side. I hadn't installed it yet, so it wasn't that difficult. The hardest part was preparing psychologically to cut it down the middle. The rest took me 38 hours of work time. With these instructions to help, it should be possible to do it faster.
1. Support the canard right side up on a flat table. Mark the centerline, BL 00, all around. Assuming it is built by the plans, measure 0.47" on either side of the centerline on the top surface, slightly more on the top of the spar (about 1/2"), slightly less at the leading edge. Mark the "V" shape for the cut down to the bottom of the carbon spar, about 1/4" above the bottom of structure. (1/2 hr.)
2. Remove inner elevator pivots. Use cylindrical and tapered high-speed steel cutters in Dremel to remove glass and flox radius. Start a hacksaw cut at one end to start a crack, and then gently hammer the phenolic back and forth until the crack propagates and the pivot falls off. (Very interesting - that's how props break!) (1/2 hr.)
3. Using a circular saw with a masonry blade, cut the notch as deep as the saw permits. Finish with a hacksaw and keyhole hacksaw. Use the saw to cut up through the glass to the bottom of the V, and about two inches along the bottom back from the leading edge. Now the canard should lie flat on the table. Smooth all edges until you get a good fit. (Notes: Wear a mask so you don't breathe carbon dust. It's very easy to loose control of the canard, especially handling it alone - once cut, it will tend to fold back on the tips. Great stresses are induced on the remaining bottom skin, but don't cut through yet, because what remains will help you somewhat in keeping it jigged. The object is to get the bottom surface flat or slightly lower in the center, but keep the top surfaces sloping down a little toward the tips. If you go beyond this and give it some dihedral, you're going to be a test pilot.)
Remove skin and foam around spar for 7" on both sides of the center cut, and to 10" on top and 9" on bottom to expose the spar caps. Antenna cables coming out of the foam in this area can be a real nuisance. If you don't have this problem, you should easily beat my time. (4 hrs.)
4. Remove the skins over the spar caps, and then the caps down to the BID wrapping. Use 1" and 1/2" chisels. Start the chisels at the saw cut and remove a strip of UNI about 3-4 layers at a time. Work slowly and carefully, and stop at the BID. Obviously, care is mandatory beyond the BID in carbon territory! Then use Dremel steel cutters and coarse sandpaper to smooth off the UNI remaining and maybe a layer of BID, but be conservative. Get rid of all old micro where the new caps will go.
Fit the spar ends as close as possible. Micro the cores together. Flox the spars together and wrap with one narrow BID tape to hold it together. Level the wing on the table and check the wing tip level lines: this is your last chance! (8 hrs.)
5. Sand the BID tape and make the spar joint even -- no joggles allowed. The plans allow you to sand all the way down into the carbon here along the centerline, if necessary. Cut glass for BID wrap and spar caps as per original plans. (2 hrs.)
6. Lay up the 3 BID wraps and all those UNI caps specified in the plans. You can do both top and bottom at the same time if you cover it long the spar with Saran Wrap, then wrap more Saran tightly around the spar to hold it in place. Re-level the wing and support it to insure it stays in place. (4 hrs)
7. Sand the spar caps and the skins, feathering the latter back to get 1" overlap on each play, top and bottom. Level the top by adding some micro fill. Level the bottom by sanding through the remaining skin along the centerline. You stressed it so badly in the steps above that it's certainly not worth saving, even if it isn't buckled by this point. Fill in any gap along BL 00 with micro. (4 hrs.)
8. Mark areas to be glassed (4 lines 1" apart in a "T"-shaped area, top and bottom). Jig canard vertically on the TE so you can glass it from spar to spar around the LE. Plan on turning the canard over onto the LE and glassing the remaining part in a second session. Cut glass for 3 layers UNI (2 @ 45? and one along the span) plus one BID over all, both top and bottom, as per repair procedure in the plans. Skip the "kick plate" layer on top, since the BID will be the 4th layer for that purpose. Do the first layup, using Peel-Ply for the overlapping next set of skins and anywhere something will be attached. (4 hrs.)
9. Remove Peel-Ply and sand overlap area. Fill gap between spar and foam cores with X-40. Jig canard on LE and glass the TE around the spar, overlapping the previous layup layer-by-layer. Peel-Ply areas where anything will be attached. (4-1/2 hrs.)
10. Sand edges of patch area. Re-fit and mount inner elevator pivots. Position them so as to be sure you can remove the Q2CSA8s. Remount bubble levels or level boards somewhere near the tips. Find and mark BL 00. (6 hrs.)
11. If your antenna cables come out of the canard close to each other, they may get mixed up in the X-40 fill process (mind did). To confirm which is which without puncturing the glass, connect one antenna cable to an FM radio (forget the transformer) and tune to a blank spot near 106 with AFC off. Turn on an ELT without its antenna or in test mode, place it over each antenna and turn it around slowly. The one with the strongest signal is the corresponding cable. Repeat with all the other cables to assure that your ear is making the correct judgment. If the distinction isn't clear enough, try a lower frequency on the FM radio.
FLASH********* Bob Benenati of S.E. Quickie Inc. writes of 2 seminars at SUN-N-FUN: 3/17 at noon featuring Sheehan and Swing and 3/21 at 4:30 pm "Composite Construction Techniques" for the newcomer.
If anyone with an extra seat on the way to SUN-N-FUN is passing within 100 mi. of Dallas, I'd like to hitch a ride with you at your convenience.
You can order a PDF or printed copy of QuickTalk #25 by using the Q-talk Back Issue Order Page.