Q-talk 121 - The Saga of a CNC Hot Wire Foam Cutter


- Details
- Category: Q-Talk Articles
- Published: Wednesday, 23 December 2009 16:24
- Written by Doug Humble
- Hits: 10888
There must be a better way.
There is, and I finally found it. A computer controlled hot wire cutting machine designed to cut model aircraft foam wings.
This is the story of a guy who has been bouncing off the wall for a very long time. My search to find an accurate way to cut foam for my Q1 began after my first failed efforts with a hot wire bow. I took one look at the aileron my grandson Sam and I had cut and thought, "I'm not flying on these wings". We were suffering from wire lag and despite repeated attempts, we also did not seem to be able to coordinate our speed of travel. Needless to say, we wasted a lot of foam.
I surfed the internet for an age, and finally stumbled onto a site which described vacuum bagging foam wings for model aircraft which included a link to a US company who manufactured hot wire cutters. This seemed like a good idea, as their model planes appeared to be just a smaller version of what we were doing,and all I needed to do was scale the sizes up. These machines seemed great, but the shipping costs were prohibited and the American 110 volt power supplies were not desirable.

Luckily this site had a link to a homebuilt, computer controlled cutter by a guy called Tal Barnea. I followed this up and liked what I saw. All the component parts could be bought from your local hardware store. (If you live in the USA, I live in central London!) Steel fence posts, drawer slides, etc. I soon discovered that Home Depot does not export, so I solicitted the services of a friend who was off to Las Vegas for business. Other friends were called on to supply and cut the 2 inch square aluminum tube. I also found sources for the drawer slides and lead screws. How is it other people seem to have parts fall in their lap and I struggle for months to find things?
Tal had mentioned a software program by a French designer called Gilles Muller, ( http.//www.gm.cnc.fr/en/index.hmtl ) as being about the best available and great value for money.
Gilles seems to be linked to the whole of the French aeromodelling scene and opened a whole new vista for me. In fact what convinced me was a photograph of a model glider with 5 meter wings (my Q has a 5.08 meter span). He linked me to a company called Imprelec; (This email address is being protected from spambots. You need JavaScript enabled to view it.) who supply either components or fully wired up electronics and stepper motors. Being totally electronically illiterate I went for the second option. They also supply a home built cutting machine called La Rustica. (At the time I thought "Yes - it does look a bit agricultural".)
Once I had all the parts assembled, I fired up the machine to find that parts of the electronics went up in a puff of green smoke! It all came down to the fact that my skills working metal with rudimentary tools were not up to the job. The drawer slides were binding in places, the 1/4 inch lead screws wobbled and generally the thing did not work. In the immortal words of that great Australian philosopher, Sir Les Patterson, "Dear Bill, what a bastard".
The electronics went back to France to Imprelec and Mr. Ludovic Gautier put them back together for me and I sat in a corner in the UK and sulked. I would not recommend going the drawer slide route.
After a while licking my wounds I took another look at "La Rustica", as I had the electronics I needed to keep going. Its main parts are made from 19mm MDF board, 25mm tube, 10mm rod, 6mm stainless lead screws, roller bearings, and two box beam aluminum rulers. It seemed rather straight forward, so I thought I would give it a go. I did diverge from the original plans by not using the aluminum box beams, but rather 2 tubes for the bogies/gantries to run on and 10mm linear bearings for the vertical movement.
My daughter's partner Steve has a fairly comprehensive woodwork shop, so the cutting and drilling went like a dream and in no time at all, I had 2 bogies/gantries moving as smoothly as a skater on ice . A couple of coats of black paint and it looked the business. It may be "La Rustica", but it works and works extremely well.
The table top is a hollow core door supporting a raised MDF supplementary floor to allow for the height of the wire above the bogies and this is marked up with a graticule based on 50mm squares to enable me to square everything up. The whole thing was lined up using laser and digital levels to ensure accuracy; and boy is it accurate.
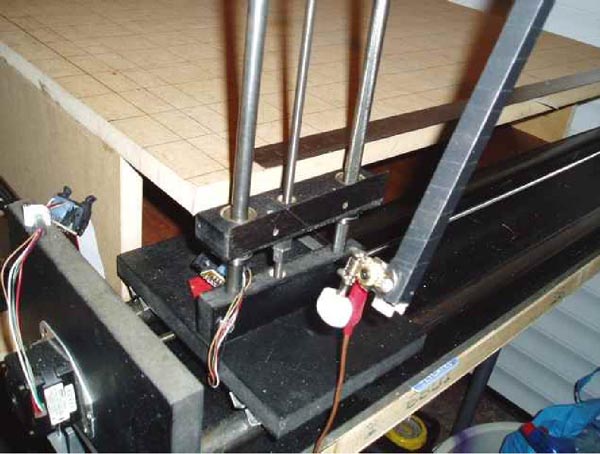
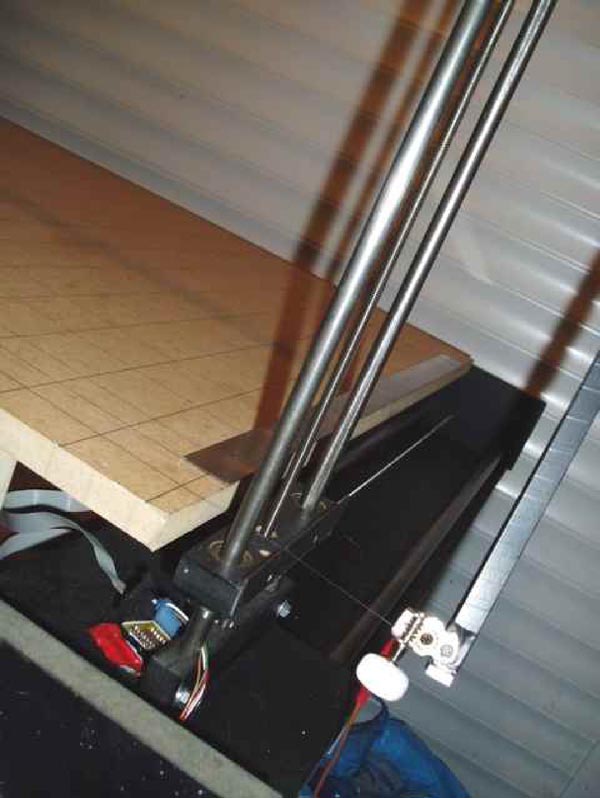
I use a bow for the wire rather than a spring system used by some, as my surface mounted bearings would allow the gantries to topple towards each other under the tension. The bow can be slung under the table or as in my case supported from the ceiling. I do this merely to allow me to apply more tension to the bow without fouling the edges of the table.
The choice of wire was another cause of frustration. I began by using the same aircraft locking wire as in my manual bow, but this was around 0.5mm thick and created problems with "over burn" when making tapered panels. I had read that Inconnel wire was perhaps the best for my purpose, so at great expense, I bought 50 meters only to discover that my setup would not generate enough heat, (the Imprelec electronics support automatic heat control.) I eventually found a source for tungsten wire in Spain. The company name is "CeNeCe" The wire is 0.15mm thick. (or should that be thin?) At grandson Sam's suggestion, I used machine heads used to tune guitar strings to tension this very fine wire. This worked to overcome breakages due to kinks or sharp edges. So far this wire has performed very well and butting adjoining tapered panels together now produces a seamless joint with no need of sanding.
I had looked at a few other commercial machines that are on the market but could not justify the prices, around $6,000 as opposed to about $680 that I have spent. The German Step4 machine would cut a Q1 aileron in about 30 or 40 seconds in white bead type polly foam. My machine takes 2 minutes 8 seconds in blue closed cell foam and about 40 minutes for a canard panel in blue. But what the heck, I just set the machine up and go for a coffee. Isn't home building supposed to be an educational exercise as well?
Scanning my existing Quickie aerofoil profiles into my old laptop became a saga until I found a Quickie guy on E-bay. This chap was selling disks of Q1 profiles in DXF file format to enable templates to be machine routed. I must say, these drawings are beautifully executed. He was also, selling Q2 plans on disk. I never did know his name, but the return address is in Mount Union, Iowa and if anyone needs it I will pass the full address on. If he reads this ,"Thanks mate, you saved me a lot of grief". For some reason the DXF files did not work out but a friend converted them to raster files and I was in business. I am using the GU profile for my Q. I have the drawings for the LS1 but, I have no sizes.
It is amazing how months of agonizing can be reduced to a few sentences.
The heart of any computer controlled project is obviously the software and this is where GMFC excels. Gilles Muller credits a number of contributors on his web site for documentation, testing and as Gurus. Then, as a good correspondent I went to the top and asked Gilles for a very short resume and he wrote back.
"Well, I am 44. Plane models is my hobby.
I am flying only gliders and electric planes. My real job is professor. I am both teaching and doing research."
Yeah - right! This is rather like Tiger Woods saying he plays pro golf.
Professor Gilles Muller occupies the Chair of the Master of Science program: Distributed Software Architecture, University of Nantes, France, his CV runs to 13 pages.! ! ! He is a very modest man. He is also very patient. He answers all my e-mail queries with no sign of exasperation, even when problems always turn out to be the result of my finger troubles.
Through utilities, the software allows you to modify profiles, change file types, specify dihedral and washout, reduce or enlarge the chord of your profiles to suit (the profile stays in proportion, so you could build a miniature or oversized Q if you wished).
Cutting is by radiance not by contact as when we cut manually and the computer program computes the heat required in relation to the speed of cut to allow tapered panels. In my case it changes from 3.5 mm per second and 97% heat for straight aileron panels to 0.6 mm per second and 20% heat for tapered elevator panels. The accuracy is truly awesome. The wire follows every pixel of the drawings. In fact, I have seen the machine, apparently oscillating, as it followed where I had not cleaned up a drawing I had modified, following the extra pixels of a slightly wider line. Obviously, repeating is infinite. The software is so good, I did think at one stage I would offer CNC cutting as a service, but in the current litigious climate I am loath to do so.

Software: GMFC Pro. by Gilles Muller, see: http://gm.cnc.free.fr/en/index.htmtl also: http://gm.cnc.free.fr/rafaleV2
Table: Modified La Rustica, see:
www.teaser.fr/~abrea/cncnet/table/rustica/
dossier/rusticaplan_v6eng.pdf
Cutting parameters: 53 inches wide by 30 inch chord by 15 inch depth
Electronic interface: Imprelec MM2001, see Gilles Muller's web site for MM2001 documentation.
I hope I have not rambled on too much.
Regards, Graeme Stubbings London UK
You can order a printed copy of Q-talk #121 by using the Q-talk Back Issue Order Page.